Сварка труб и стальных конструкций на постоянном токе нередко сопровождается эффектом “магнитного дутья”, причиной которого является остаточная намагниченность. При этом ухудшается стабильность процесса, происходит разбрызгивание металла, в сварном шве образуются дефекты типа пор, несплавлений, непроваров, шлаковых включений, а порой сварка становится просто невозможной из-за срыва дуги и залипания электрода.
Главной причиной намагниченности трубопроводов является применение для диагностики их технического состояния магнитных дефектоскопов, после чего величина остаточного магнитного поля в разделке сварного стыка может достигать 1000 — 1500 Гс и более. Дополнительными факторами, способствующими намагничиванию трубопроводов, являются магнитное поле Земли, упругие механические напряжения, технологическая намагниченность труб при их изготовлении и транспортировке.
Поскольку намагниченность труб не позволяет получить хорошее качество шва, размагничивание их перед сваркой является необходимой технологической операцией. Достичь полного размагничивания практически невозможно, поэтому допускается сварка при незначительной остаточной намагниченности, не оказывающей ощутимого влияния на сварочный процесс. Например, стандартом СТО Газпром 2-2.2-136-2007 «Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть 1» установлено, что остаточная намагниченность торцов труб и соединительных деталей трубопровода должна быть не более 20 Гс. При намагниченности более 20 Гс должно выполняться размагничивание.
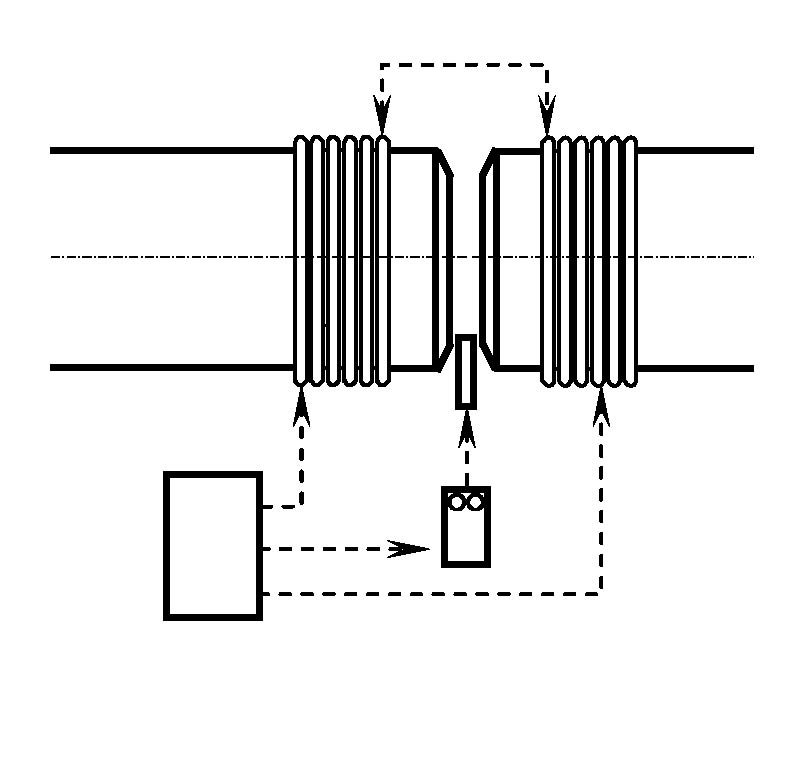
ООО «НПП КВАНТ» предлагает пояса компенсации магнитного поля от 75 до 1420 мм, обеспечивающие снижение напряженности магнитного поля в стыке до значения не более 20 Гауссов. В состав комплекта входит:
- источник питания: сварочный инвертор КА-250, сварочный агрегат МАКС-500 или специализированный источник питания ИПК-250;
- набор поясов или индукторов с быстроразъемными соединителями и транспортировочными сумками;
- удлинительные кабели.